

3Dプリンターの積層方向となめらかさの関係について解説します。
3Dプリンターの普及で個人で所有できる機械も増えましたので
使いこなしている人も多いと思いますが
積層する方向によって仕上がりがどう変わるかご存じですか?
3Dプリンターには光造形、粉末積層、金属積層など様々な素材、方式を使用しますが
等高線で積層しながら立体を造形する手法は同じです。
使いこなしている人も多いと思いますが
積層する方向によって仕上がりがどう変わるかご存じですか?
3Dプリンターには光造形、粉末積層、金属積層など様々な素材、方式を使用しますが
等高線で積層しながら立体を造形する手法は同じです。
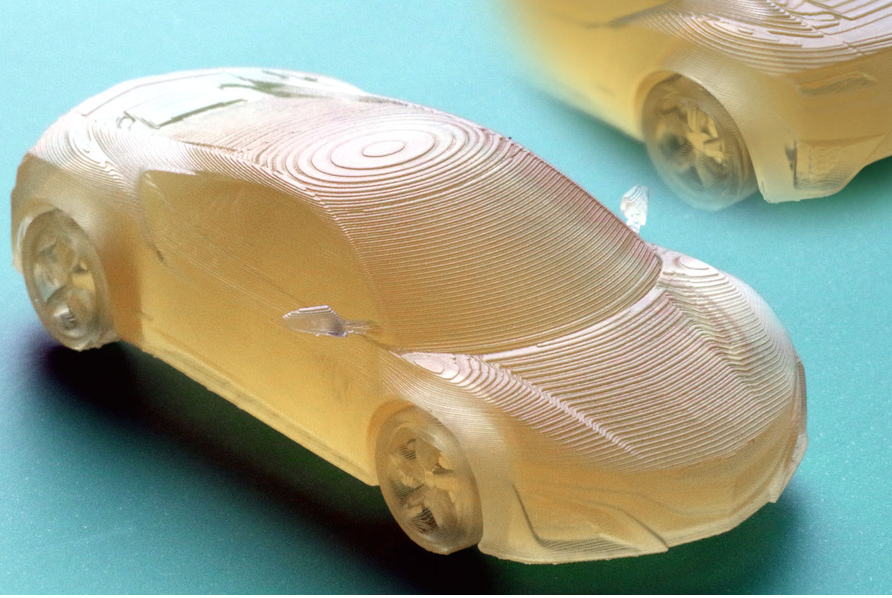
3Dプリンターの製品には特長的な等高線の地図みたいな線が入っています。
ゆるやかな斜面は幅が広く急斜面になると狭くなる これと同じです。
ゆるやかな斜面は幅が広く急斜面になると狭くなる これと同じです。
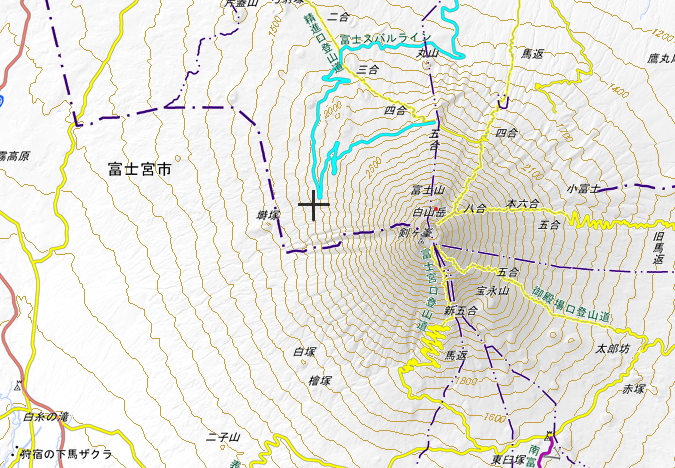
これは3D形状を高さ方向に輪切りにした断面を順番に硬化させていく方法だからです。
高性能になれば積層ピッチが小さく設定できるので段差が目立たなくなり
なめらかな表面と薄い肉厚を造形することが出来ます。
価格的には積層ピッチが細かいほど時間がかかるので高額になります。
高性能になれば積層ピッチが小さく設定できるので段差が目立たなくなり
なめらかな表面と薄い肉厚を造形することが出来ます。
価格的には積層ピッチが細かいほど時間がかかるので高額になります。
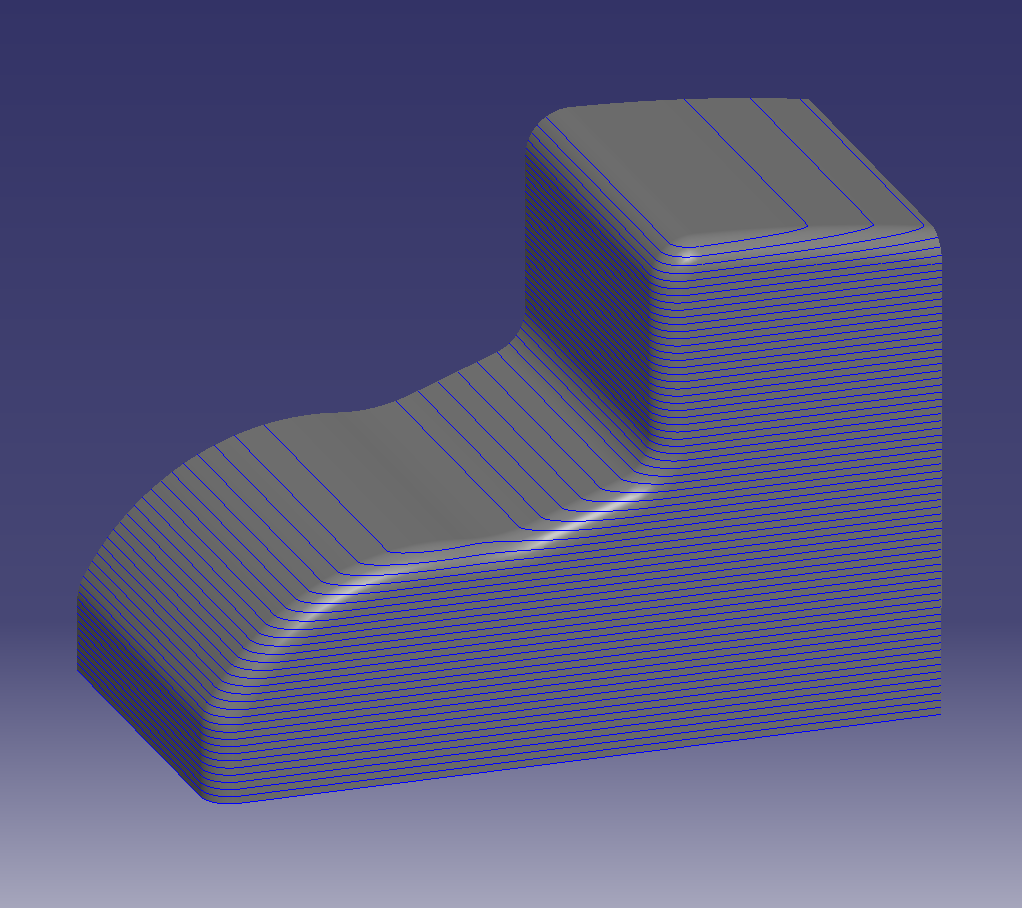
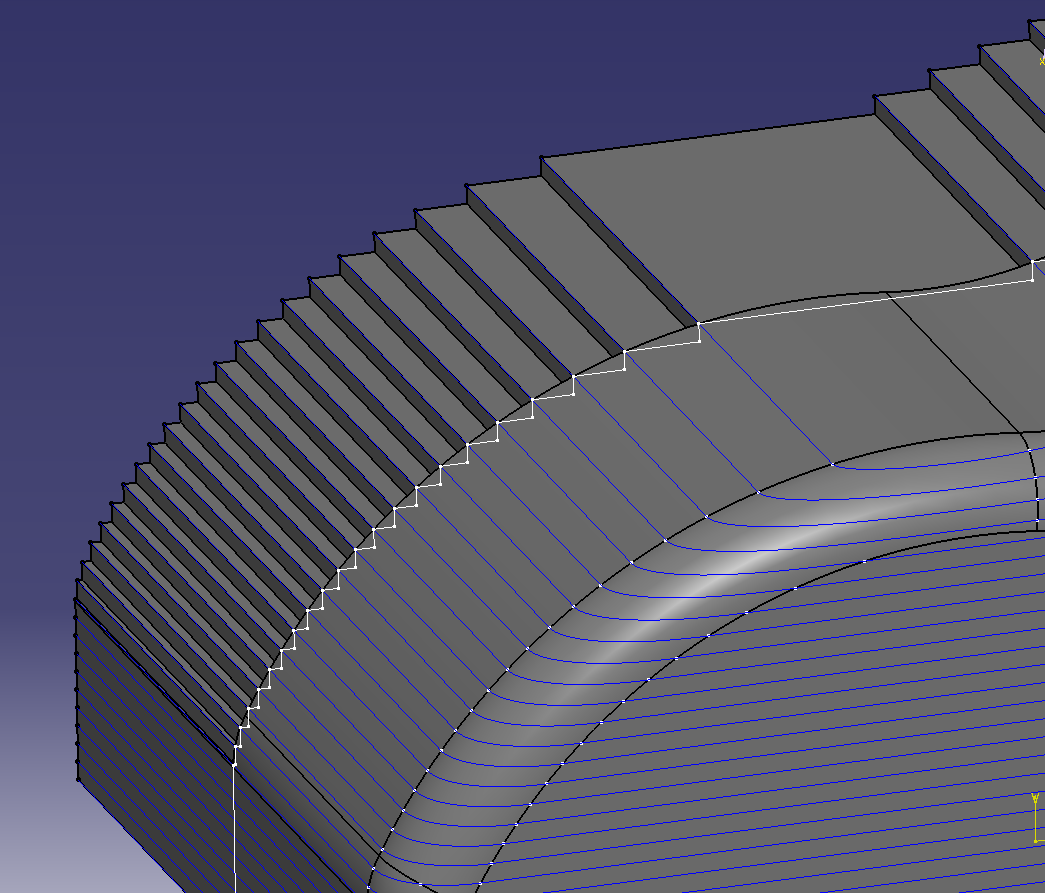
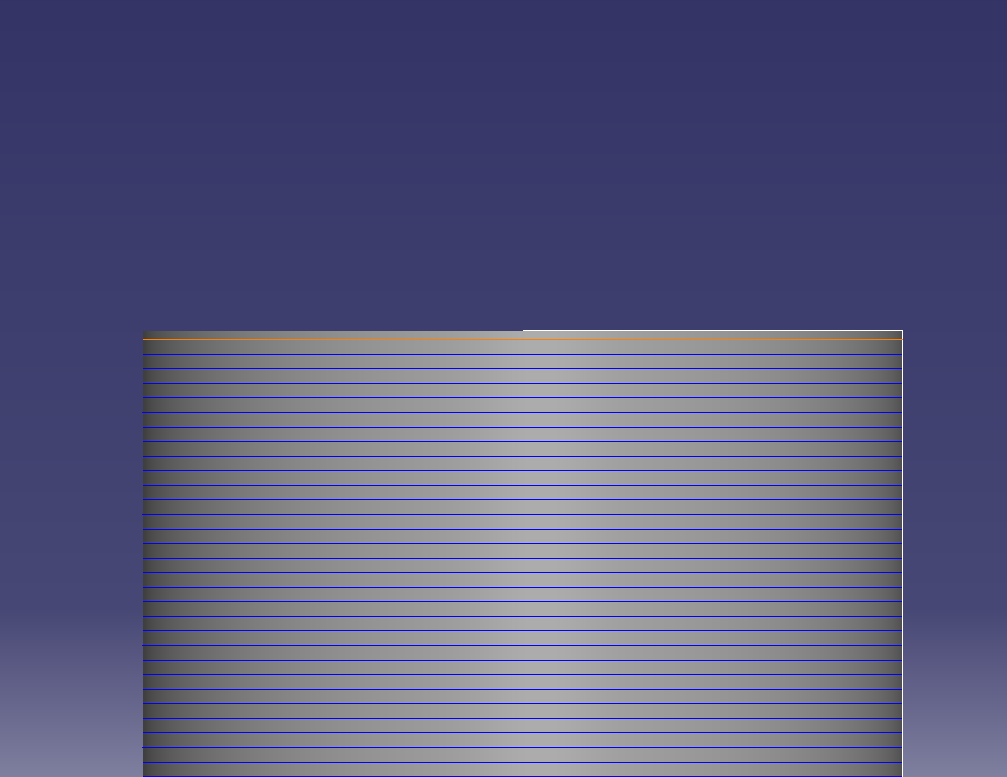
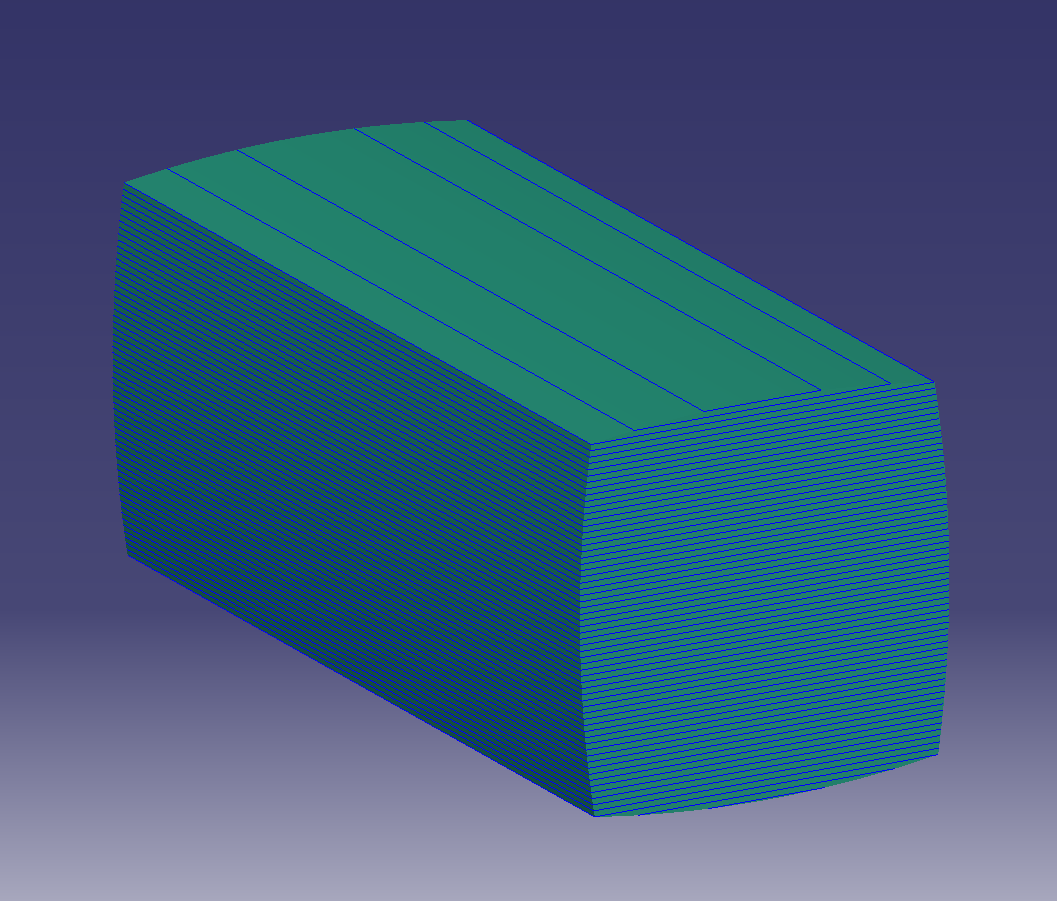
3Dモデルを積層ピッチのイメージで交線を作ってみます。
垂直な面に比べて緩やかなR面の線の間隔が広いのが分かると思います。
垂直な面に比べて緩やかなR面の線の間隔が広いのが分かると思います。
段差部分は水平になるので製品のイメージはこんな感じです
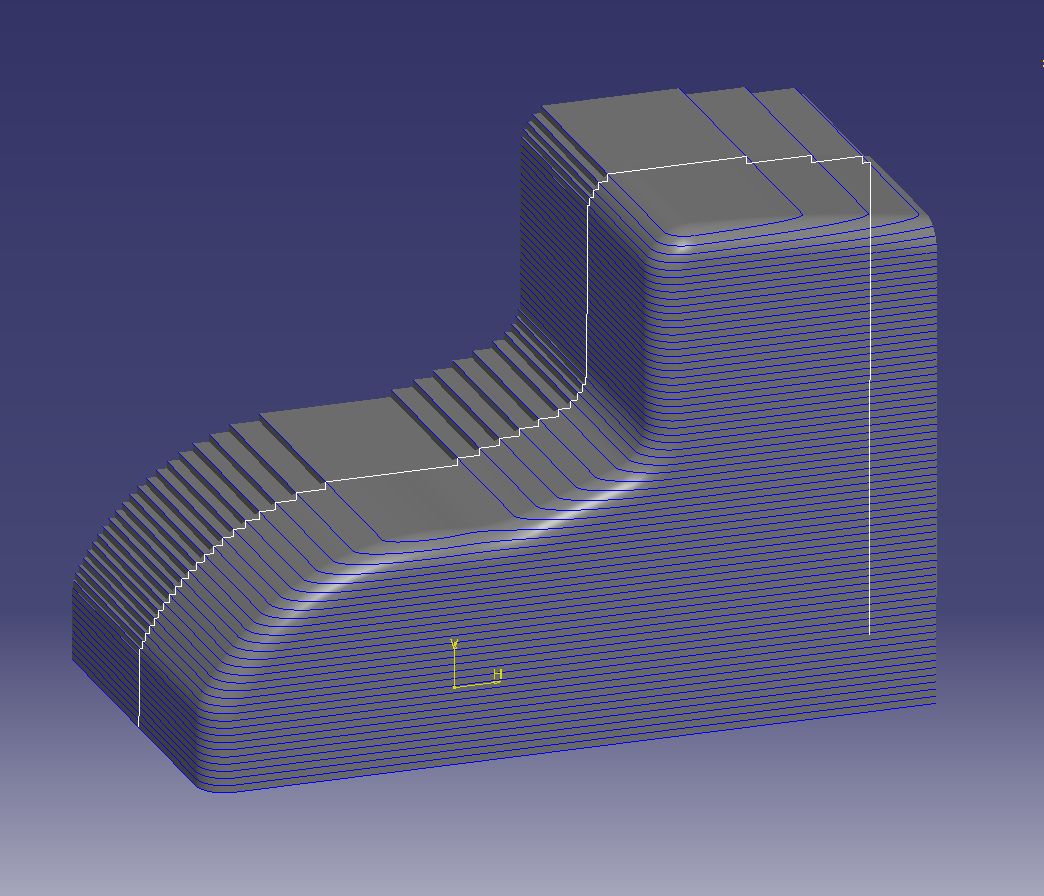
形状によって積層段差が大きく見えますがピッチは同じです。
この特徴を理解して積層方向を決める必要があります。
らくポン
この特徴を理解して積層方向を決める必要があります。
出来上がった製品の段差を滑らかに削って仕上げるとマイナス方向になることにも注意が必要です。
データと同じ寸法にするには段差を埋める必要があるからです。
データと同じ寸法にするには段差を埋める必要があるからです。
曲面ではゆるやかな部分は平面が目立ちます。
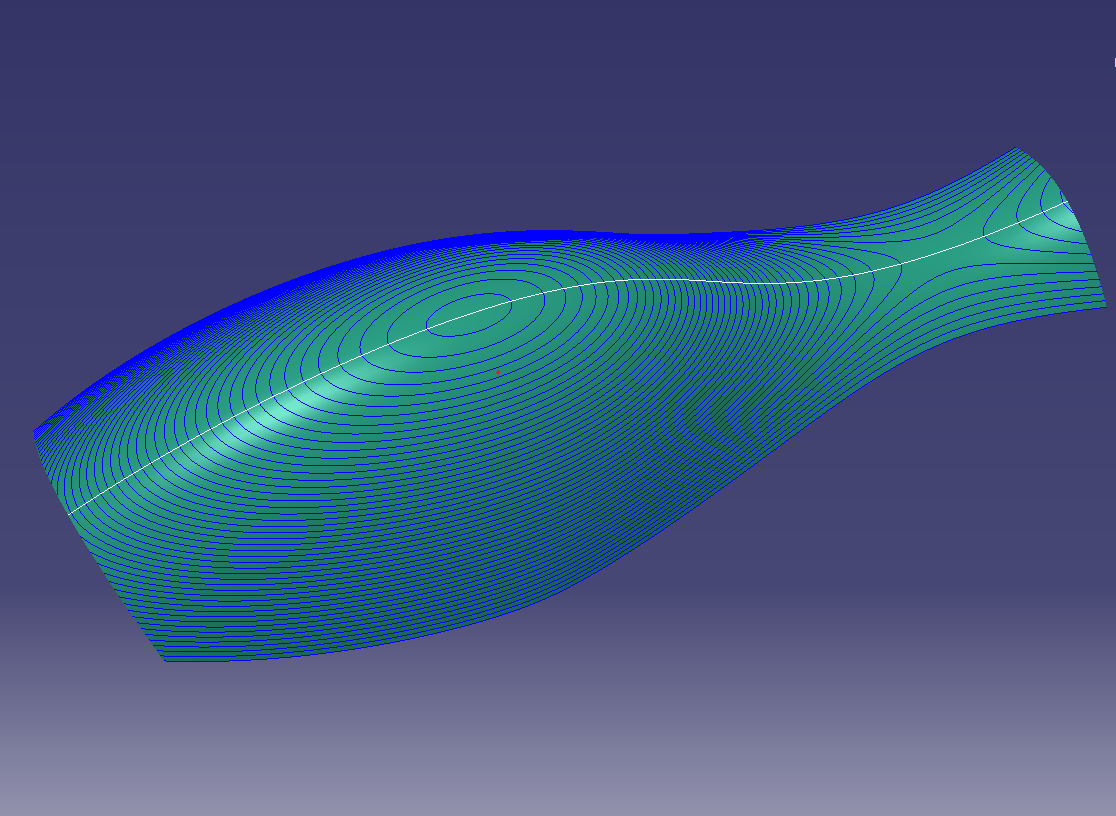
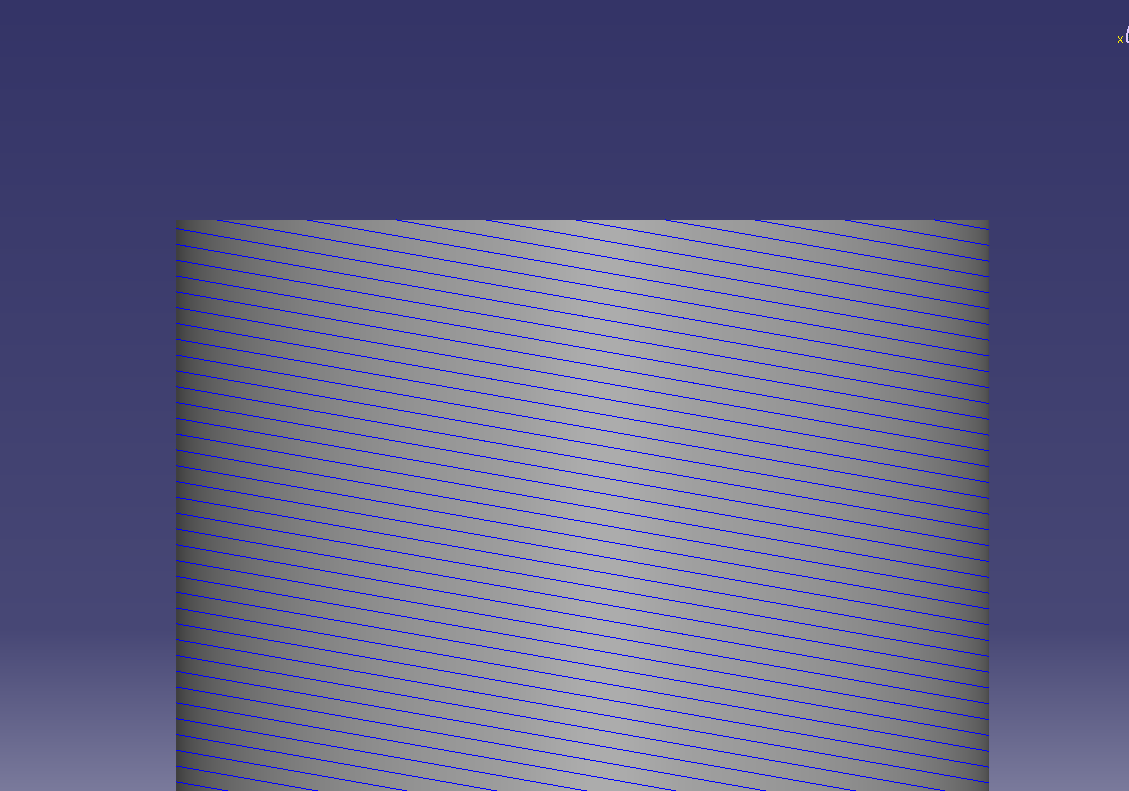
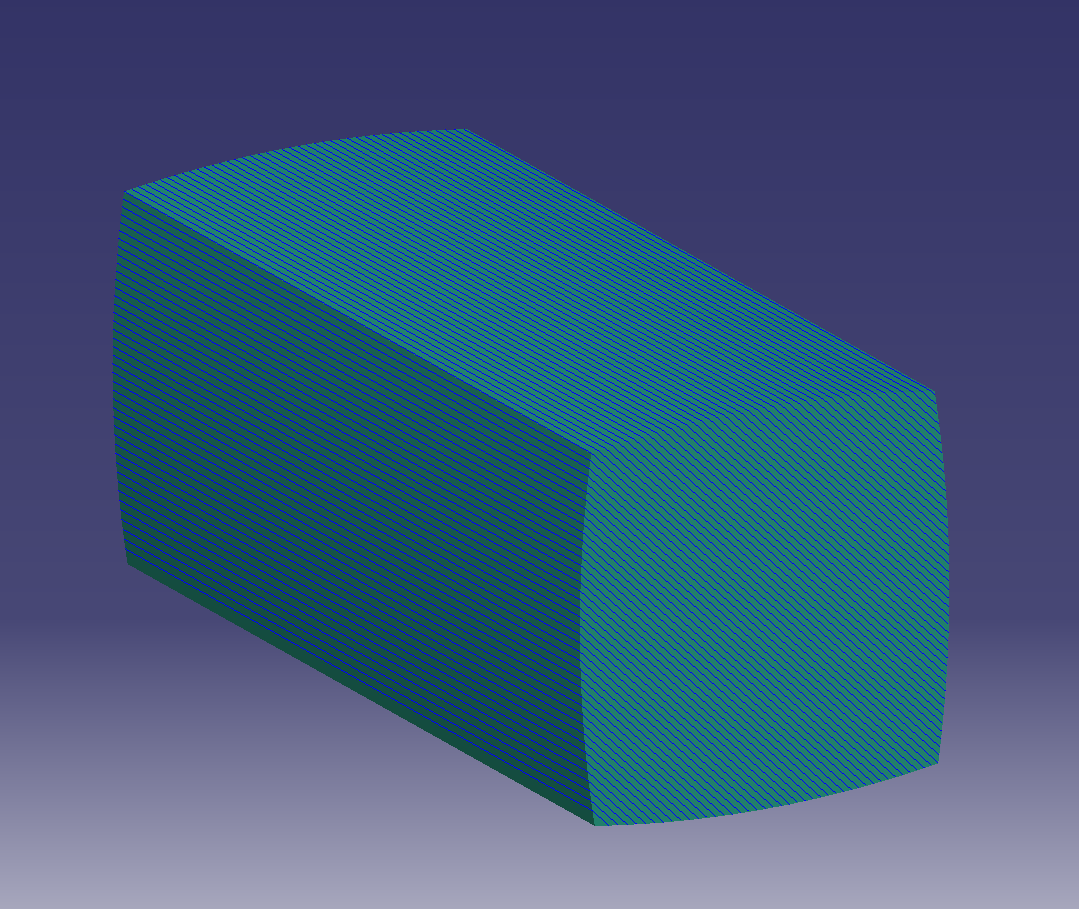
積層方向を45°傾けてみます。
積層の線が等間隔に近くなっているのが分かります。
立体形状のどの部分を綺麗にしたいかによって積層角度を工夫しましょう。
機能試作などは精度が必要な部分を優先に考えると良いです。
積層の線が等間隔に近くなっているのが分かります。
立体形状のどの部分を綺麗にしたいかによって積層角度を工夫しましょう。
機能試作などは精度が必要な部分を優先に考えると良いです。
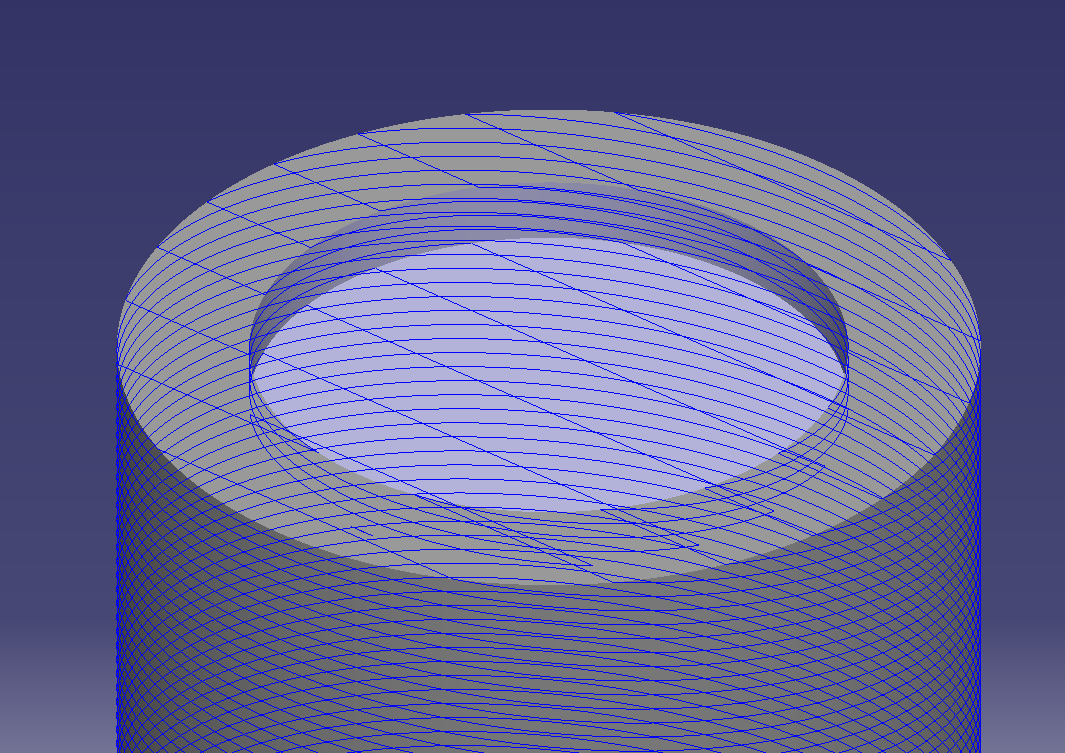
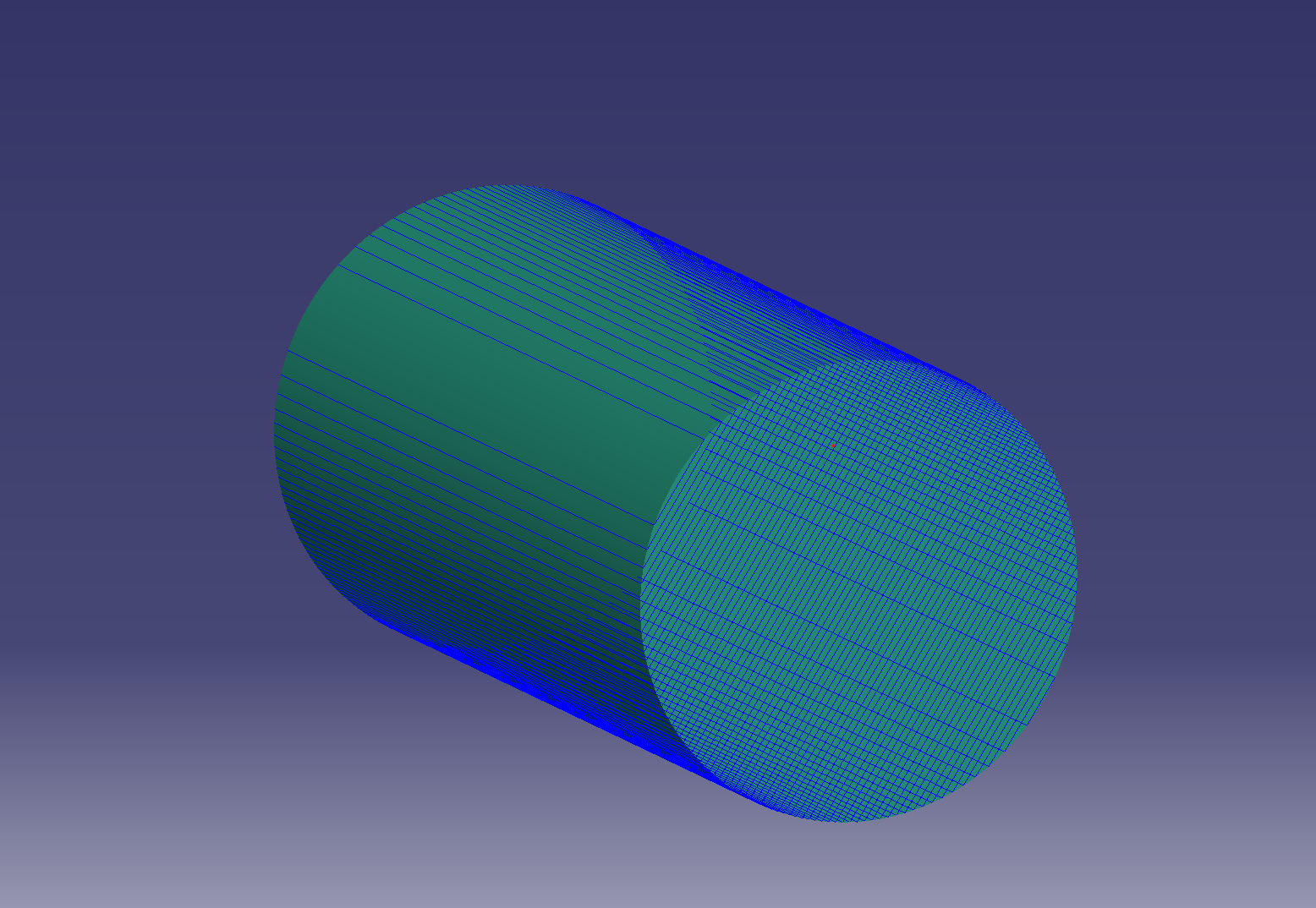
円筒形状は垂直にすると側面の精度はいいので通常は垂直に配置します。
積層方向に水平な平面部分は光造形の機械によっては樹脂の平面張力で膨らむことがあるので注意が必要です。
意図的に凹形状にすると寸法が安定する場合があります。
積層方向に水平な平面部分は光造形の機械によっては樹脂の平面張力で膨らむことがあるので注意が必要です。
意図的に凹形状にすると寸法が安定する場合があります。
積層ピッチが大きい場合は形状がピッチの間に入ると高さが低くなる場合があります。
多くても積層ピッチ分のマイナスですが「ひも状」に積層するFDM方式3Dプリンターでは影響が大きいので注意しましょう。少し斜めにするのも効果がありますので機械のクセをつかむのも重要ですね。
多くても積層ピッチ分のマイナスですが「ひも状」に積層するFDM方式3Dプリンターでは影響が大きいので注意しましょう。少し斜めにするのも効果がありますので機械のクセをつかむのも重要ですね。
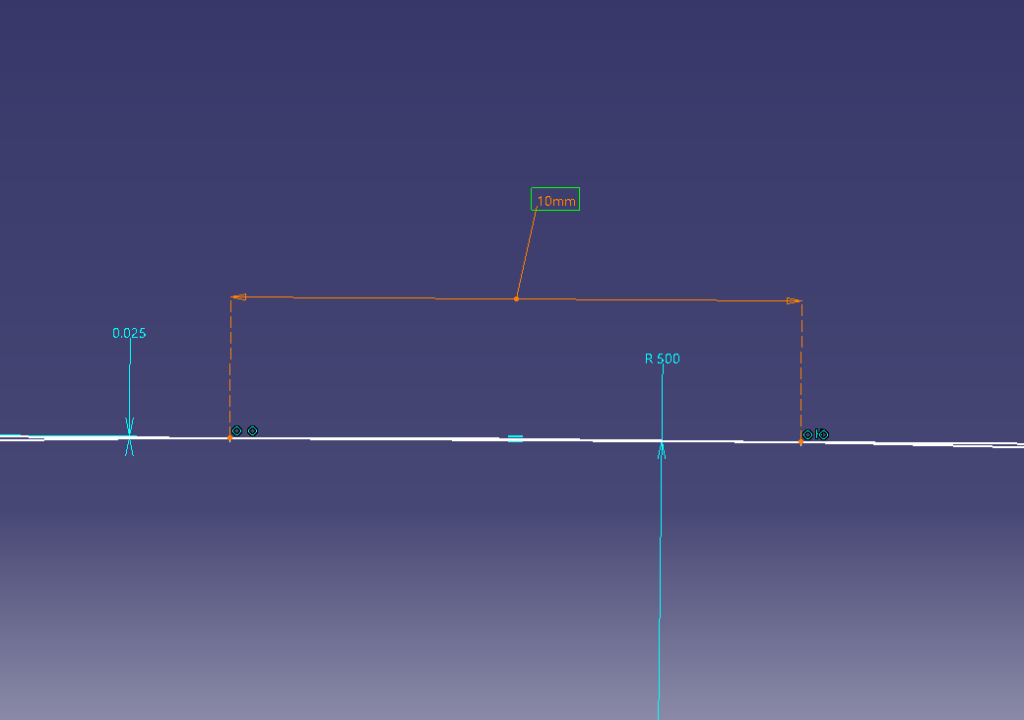
積層ピッチ 0.025 と聞くと気にしなくても大丈夫と思われますが例えばR500の形状を水平に積層すると巾10mmの平面部分ができる可能性があります。
ピッチ0.1になれば20mmの平面になります。造形品を仕上げずに使用するなら気になると思います。
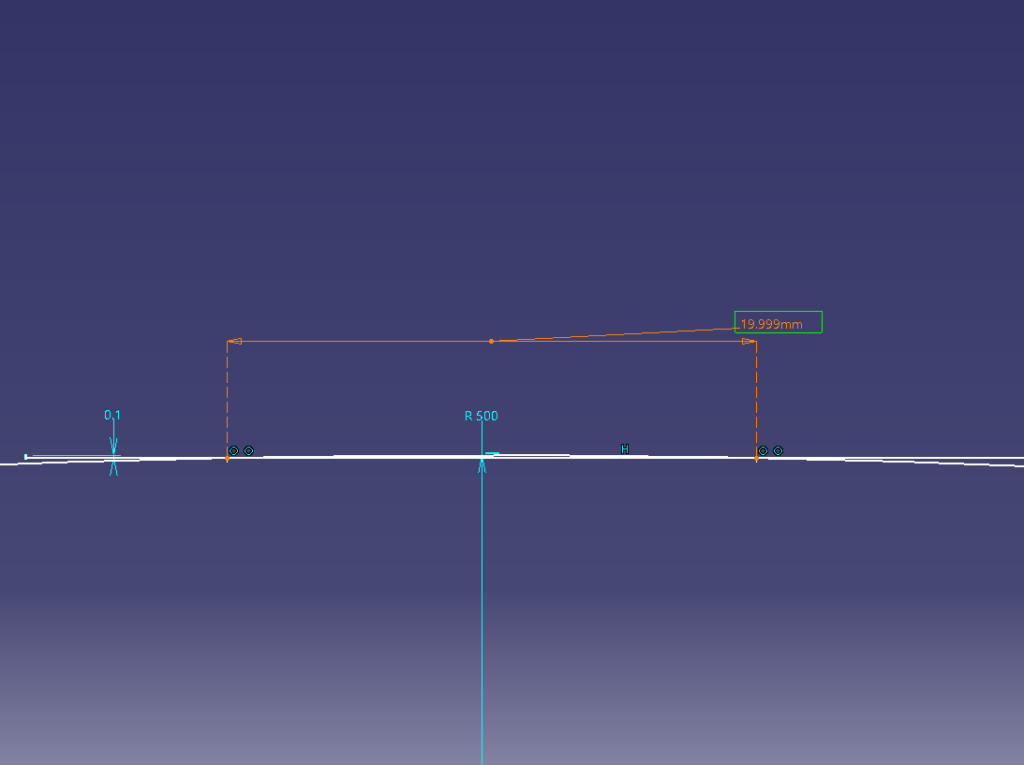
ゆるやかなR形状があるなら注意が必要です
影響の少ない方向を検討してから出力するようにしましょう。
影響の少ない方向を検討してから出力するようにしましょう。
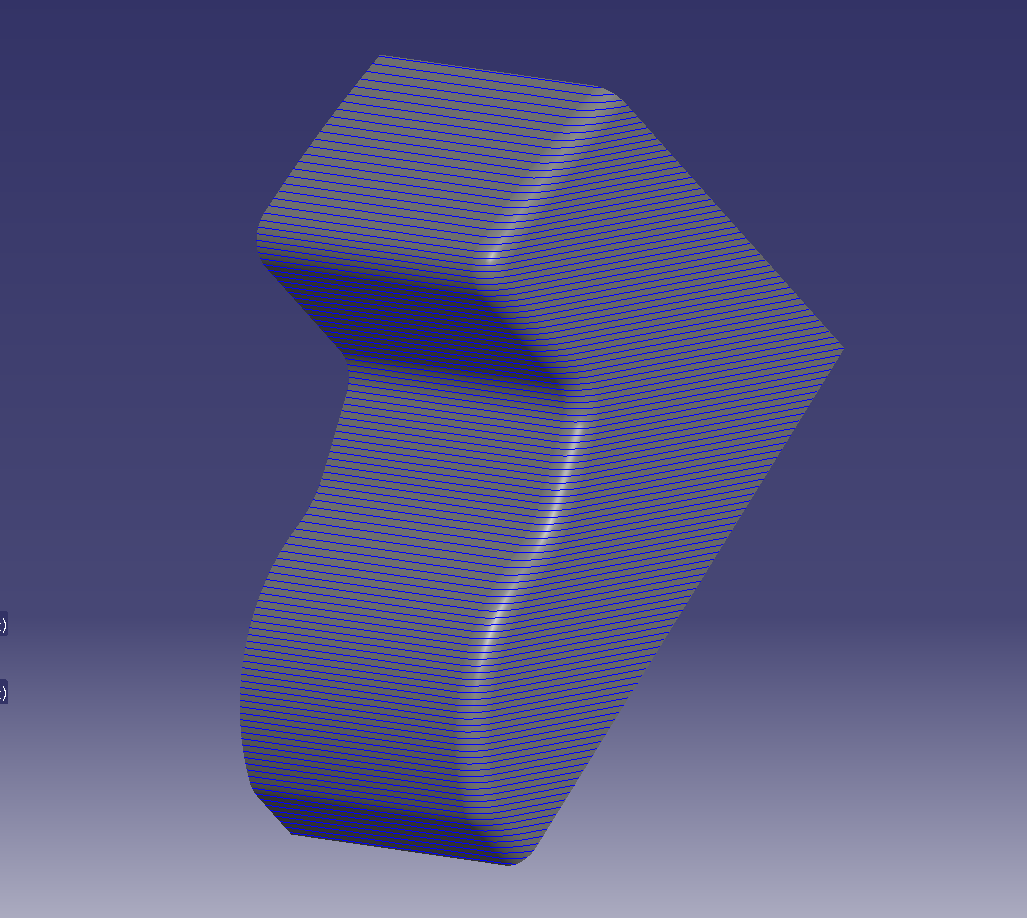
この様な形状では側面と上面で仕上がりに差が出てしまします。
水平方向45°に傾ければ均等になります。
円筒ですと傾けても同じ条件なので水平に置かない方がいいですね。
手軽に制作できる3Dプリンターですが
仕上がりに差が出ますのでいろいろ試してみましょう。
仕上がりに差が出ますのでいろいろ試してみましょう。

